
Page 142 - 4737
P. 142
хунку та його побудови поопераційно-лінійним методом, незва-
жаючи на те, що T . л . п >T . л . м .
ц с ц с
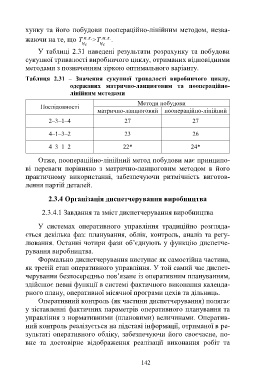
У таблиці 2.31 наведені результати розрахунку та побудови
сукупної тривалості виробничого циклу, отриманих відповідними
методами з позначенням зіркою оптимального варіанту.
Таблиця 2.31 – Значення сукупної тривалості виробничого циклу,
одержаних матрично-ланцюговим та поопераційно-
лінійним методами
Методи побудови
Послідовності
матрично-ланцюговий поопераційно-лінійний
2–3–1–4 27 27
4–1–3–2 23 26
4–3–1–2 22* 24*
Отже, поопераційно-лінійний метод побудови має принципо-
ві переваги порівняно з матрично-ланцюговим методом в його
практичному використанні, забезпечуючи ритмічність виготов-
лення партій деталей.
2.3.4 Організація диспетчерування виробництва
2.3.4.1 Завдання та зміст диспетчерування виробництва
У системах оперативного управління традиційно розгляда-
ється декілька фаз: планування, облік, контроль, аналіз та регу-
лювання. Останні чотири фази об’єднують у функцію диспетче-
рування виробництва.
Формально диспетчерування виступає як самостійна частина,
як третій етап оперативного управління. У той самий час диспет-
черування безпосередньо пов’язане із оперативним плануванням,
здійснює певні функції в системі фактичного виконання календа-
рного плану, оперативної місячної програми цехів та дільниць.
Оперативний контроль (як частини диспетчерування) полягає
у зіставленні фактичних параметрів оперативного планування та
управління з нормативними (плановими) величинами. Оператив-
ний контроль реалізується на підставі інформації, отриманої в ре-
зультаті оперативного обліку, забезпечуючи його своєчасне, по-
вне та достовірне відображення реалізації виконання робіт та
142