
Page 140 - 4737
P. 140
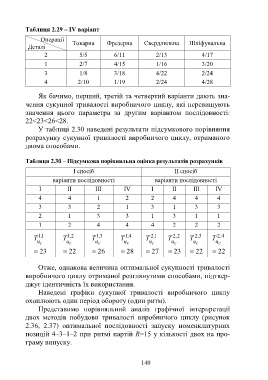
Таблиця 2.29 – IV варіант
Операції
Деталі Токарна Фрезерна Свердлильна Шліфувальна
2 5/5 6/11 2/13 4/17
1 2/7 4/15 1/16 3/20
3 1/8 3/18 4/22 2/24
4 2/10 1/19 2/24 4/28
Як бачимо, перший, третій та четвертий варіанти дають зна-
чення сукупної тривалості виробничого циклу, які перевищують
значення цього параметра за другим варіантом послідовності:
22<23<26<28.
У таблиці 2.30 наведені результати підсумкового порівняння
розрахунку сукупної тривалості виробничого циклу, отриманого
двома способами.
Таблиця 2.30 – Підсумкова порівняльна оцінка результатів розрахунків
І спосіб ІІ спосіб
варіанти послідовності варіанти послідовності
І ІІ ІІІ ІV І ІІ ІІІ ІV
4 4 1 2 2 4 4 4
3 3 2 1 3 1 3 3
2 1 3 3 1 3 1 1
1 2 4 4 4 2 2 2
T 1, 1 T 1, 2 T 1, 3 T 1, 4 T 2, 1 T 2, 2 T 2, 3 T 2, 4
ц с ц с ц с ц с ц с ц с ц с ц с
23 22 26 28 27 23 22 22
Отже, однакова величина оптимальної сукупності тривалості
виробничого циклу отриманої розглянутими способами, підтвер-
джує ідентичність їх використання.
Наведені графіки сукупної тривалості виробничого циклу
охоплюють один період обороту (один ритм).
Представимо порівняльний аналіз графічної інтерпретації
двох методів побудови тривалості виробничого циклу (рисунок
2.36, 2.37) оптимальної послідовності запуску номенклатурних
позицій 4–3–1–2 при ритмі партій R=15 у кількості двох на про-
граму випуску.
140