
Page 141 - 4737
P. 141
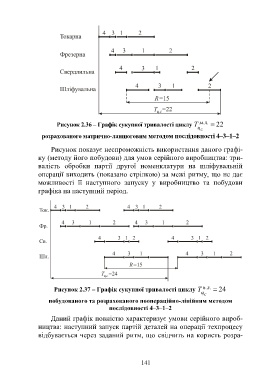
Рисунок 2.36 – Графік сукупної тривалості циклу T . л . м 22
ц с
розрахованого матрично-ланцюговим методом послідовності 4–3–1–2
Рисунок показує неспроможність використання даного графі-
ку (методу його побудови) для умов серійного виробництва: три-
валість обробки партії другої номенклатури на шліфувальній
операції виходить (показано стрілкою) за межі ритму, що не дає
можливості її наступного запуску у виробництво та побудови
графіка на наступний період.
Рисунок 2.37 – Графік сукупної тривалості циклу T . л . п 24
ц с
побудованого та розрахованого поопераційно-лінійним методом
послідовності 4–3–1–2
Даний графік повністю характеризує умови серійного вироб-
ництва: наступний запуск партій деталей на операції техпроцесу
відбувається через заданий ритм, що свідчить на користь розра-
141