
Page 104 - 4531
P. 104
захисту зони зварювання, що спричиняє шпари і збільшення
вмісту газів у металі швів.
Зі збільшенням швидкості зварювання зменшуються
розміри швів і кількість наплавленого і проплавленого
металів.
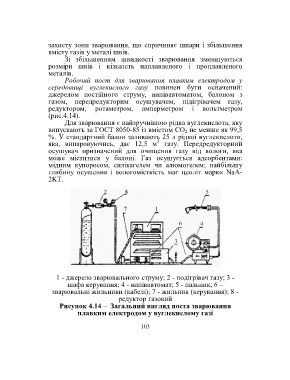
Робочий пост для зварювання плавким електродом у
середовищі вуглекислого газу повинен бути осначений:
джерелом постійного струму, напівавтоматом, балоном з
газом, передредукторим осушувачем, підігрівачем газу,
редуктором, ротаметром, амперметром і вольтметром
(рис.4.14).
Для зварювання є найзручнішою рідка вуглекислота, яку
випускають за ГОСТ 8050-85 із вмістом СО 2 не менше як 99,5
%. У стандартний балон заливають 25 л рідкої вуглекислоти,
3
яка, випаровуючись, дає 12,5 м газу. Передредукторний
осушувач призначений для очищення газу від вологи, яка
може міститися у балоні. Газ осушується адсорбентами:
мідним купоросом, силікагелем чи алюмогелем; найбільшу
глибину осушення і вологомісткість має цеоліт марки NaA-
2KT.
1 - джерело зварювального струму; 2 - подігрівач газу; 3 -
шафа керування; 4 - напівавтомат; 5 - пальник; 6 –
зварювальні жильники (кабелі); 7 - жильник (керування); 8 -
редуктор газовий
Рисунок 4.14 – Загальний вигляд поста зварювання
плавким електродом у вуглекислому газі
103