
Page 103 - 4531
P. 103
Змінний і постійний струми (прямої полярності) не
застосовуються через недостатню сталість процесу і
незадовільну якість і форму шва. При струмі прямої
полярності процес зварювання супроводжується великим
розбризкуванням і перенесенням великих крапель
електродного металу.
При зварюванні у вуглекислому газі особливо
характерним є застосування електродного дроту малих
діаметрів (0,8-2,0 мм), струму високої густини і відповідно
великої швидкості плавлення електроду. При зварюванні на
форсованих режимах тонкими дротами найдоцільнішою є
2
густина струму в електроді 250-450 А/мм .
Збільшення діаметру електродного дроту (за всіх інших
однакових умов) супроводжується значним зменшенням
коефіцієнту наплавлення, деяким збільшенням ширини шва і
зменшенням глибини проплавлення основного металу.
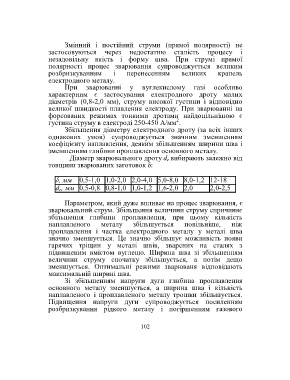
Діаметр зварювального дроту d е вибирають залежно від
товщини зварюваних заготовок δ:
δ, мм 0,5-1,0 1,0-2,0 2,0-4,0 5,0-8,0 8,0-1,2 12-18
d е, мм 0,5-0,8 0,8-1,0 1,0-1,2 1,6-2,0 2,0 2,0-2,5
Параметром, який дуже впливає на процес зварювання, є
зварювальний струм. Збільшення величини струму спричиняє
збільшення глибини проплавлення, при цьому кількість
наплавленого металу збільшується повільніше, ніж
проплавлення і частка електродного металу у металі шва
значно зменшується. Це значно збільшує можливість появи
гарячих тріщин у металі швів, зварених на сталях з
підвищеним вмістом вуглецю. Ширина шва зі збільшенням
величини струму спочатку збільшується, а потім дещо
зменшується. Оптимальні режими зварюваня відповідають
максимальній ширині шва.
Зі збільшенням напруги дуги глибина проплавлення
основного металу зменшується, а ширина шва і кількість
наплавленого і проплавленого металу трошки збільшується.
Підвищення напруги дуги супроводжується посиленням
розбризкування рідкого металу і погіршенням газового
102