
Page 100 - 4531
P. 100
При зварюванні стикових швів зі струминним захистом
повітря може надходити до переплавленого дугою металу
через проміжок між зварюваними деталями. Це спричинить
окислення металу шва, може призвести до утворення шпар у
шві. Для запобігання цим дефектам застосовують обдування
захисним газом зворотного боку шва, зварювання провадять
на підкладках, що щільно прилягають з боку шва і у які
подають захисний газ з регульованим надлишковим тиском
(рис.4.13).
Технологічні характеристики процесу зварювання
вольфрамовим електродом залежать переважно від роду,
полярності, величини зварювального струму, довжини дуги,
розмірів і форми торця вольфрамового електроду.
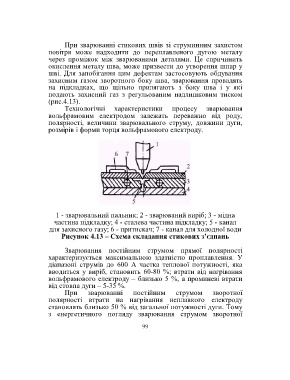
1 - зварювальний пальник; 2 - зварюваний виріб; 3 - мідна
частина підкладку; 4 - сталева частина підкладку; 5 - канал
для захисного газу; 6 - притискач; 7 - канал для холодної води
Рисунок 4.13 – Схема складання стикових з’єднань
Зварювання постійним струмом прямої полярності
характеризується максимальною здатністю проплавлення. У
діапазоні струмів до 600 А частка теплової потужності, яка
вводиться у виріб, становить 60-80 %; втрати від нагрівання
вольфрамового електроду – близько 5 %, а проминеві втрати
від стовпа дуги – 5-35 %.
При зварюванні постійним струмом зворотної
полярності втрати на нагрівання неплавкого електроду
становлять близько 50 % від загальної потужності дуги. Тому
з енергетичного погляду зварювання струмом зворотної
99