
Page 323 - 4304
P. 323
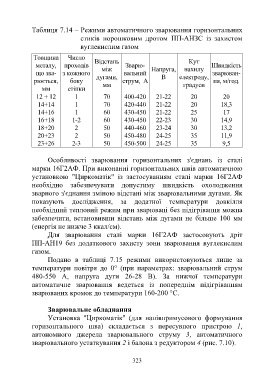
Таблиця 7.14 – Режими автоматичного зварювання горизонтальних
стиків порошковим дротом ПП-АНЗС із захистом
вуглекислим газом
Товщина Число
Кут
металу, проходів Відстань Зварю- Напруга, нахилу Швидкість
між
що зва- з кожного дугами, вальний В електроду, зварюван-
рюється, боку струм, А ня, м/год.
мм стінки мм градуси
12 + 12 1 70 400-420 21-22 20 20
14+14 1 70 420-440 21-22 20 18,3
14+16 1 60 430-450 21-22 25 17
16+18 1-2 60 430-450 22-23 30 14,9
18+20 2 50 440-460 23-24 30 13,2
20+23 2 50 450-480 24-25 35 11,9
23+26 2-3 50 450-500 24-25 35 9,5
Особливості зварювання горизонтальних з'єднань із сталі
марки 16Г2АФ. При виконанні горизонтальних швів автоматичною
установкою "Циркоматік" із застосуванням сталі марки 16Г2АФ
необхідно забезпечувати допустиму швидкість охолодження
зварного з'єднання зміною відстані між зварювальними дугами. Як
показують дослідження, за додатної температури довкілля
необхідний тепловий режим при зварювані без підігрівання можна
забезпечити, встановивши відстань між дугами не більше 100 мм
(енергія не нижче 3 ккал/см).
Для зварювання сталі марки 16Г2АФ застосовують дріт
ПП-АН19 без додаткового захисту зони зварювання вуглекислим
газом.
Подано в таблиці 7.15 режими використовуються лише за
температури повітря до 0° (при параметрах: зварювальний струм
480-550 А, напруга дуги 26-28 В). За нижчої температури
автоматичне зварювання ведеться із попереднім підігріванням
зварюваних кромок до температури 160-200 °С.
Зварювальне обладнання
Установка "Циркоматік" (для напівпримусового формування
горизонтального шва) складається з пересувного пристрою 1,
автономного джерела зварювального струму 3, автоматичного
зварювального устаткування 2 і балона з редуктором 4 (рис. 7.10).
323