
Page 327 - 4304
P. 327
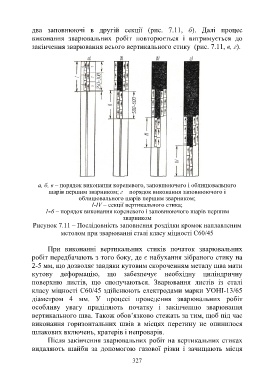
два заповнюючі в другій секції (рис. 7.11, б). Далі процес
виконання зварювальних робіт повторюється і витримується до
закінчення зварювання всього вертикального стику (рис. 7.11, в, г).
а, б, в – порядок виконання кореневого, заповнюючого і облицювального
шарів першим зварником; г – порядок виконання заповнюючого і
облицювального шарів першим зварником;
І-ІV – секції вертикального стика;
1-6 – порядок виконання кореневого і заповнюючого шарів першим
зварником
Рисунок 7.11 – Послідовність заповнення розділки кромок наплавленим
метолом при зварюванні сталі класу міцності С60/45
При виконанні вертикальних стиків початок зварювальних
робіт передбачають з того боку, де є набухання зібраного стику на
2-5 мм, що дозволяє завдяки кутовим скороченням металу шва мати
кутову деформацію, що забезпечує необхідну циліндричну
поверхню листів, що сполучаються. Зварювання листів із сталі
класу міцності С60/45 здійснюють електродами марки УОНІ-13/65
діаметром 4 мм. У процесі проведення зварювальних робіт
особливу увагу приділяють початку і закінченню зварювання
вертикального шва. Також обов’язково стежать за тим, щоб під час
виконання горизонтальних швів в місцях перетину не опинилося
шлакових включень, кратерів і непроварів.
Після закінчення зварювальних робіт на вертикальних стиках
видаляють шайби за допомогою газової різки і зачищають місця
327