
Page 319 - 4304
P. 319
Перед збиранням і зварюванням понтонного кільця на
кожному коробі перевіряють наявність металевих підкладок, що
залишаються, які встановлюють на заводі-виробнику. Якщо деякі
підкладки відсутні, то до початку збирання понтонного кільця їх
встановлюють і приварюють. Понтонне кільце збирають на
прихватах з подальшим ручним зварюванням з катетом шва 5 мм.
При виконанні стикових швів на підкладках їх висота відповідає
8 мм. Після виконання зварювальних робіт на понтонному кільці
здійснюють збирання полотнища покрівлі з понтоном. Для
з'єднання полотнища покрівлі з понтоном по периферії понтона
приварюють планки, до яких кріплять траверсу-раму і краном
підтягають полотнище до кільцевого ребра на понтоні. У місцях
накладних з'єднань збирання здійснюють за допомогою
інвентарних клинових пристосувань. У процесі з'єднань полотна
покрівлі і ребра понтона їх закріплюють прихватами з висотою шва
3 мм, довжиною прихвати 40 мм і відстанню між ними 200 мм.
Зібране з понтонним кільцем полотно зварюють із збереженням
послідовності аналогічно зварюванню кільцевого шва на днищі.
АВТОМАТИЧНЕ ЗВАРЮВАННЯ ГОРИЗОНТАЛЬНИХ
З'ЄДНАНЬ З НАПІВПРИМУСОВИМ ФОРМУВАННЯМ ШВА
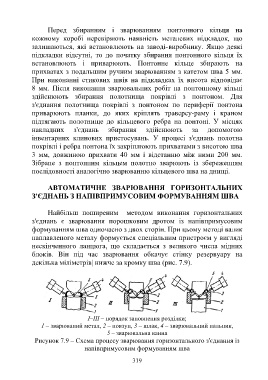
Найбільш поширеним методом виконання горизонтальних
з'єднань є зварювання порошковим дротом із напівпримусовим
формуванням шва одночасно з двох сторін. При цьому методі валик
наплавленого металу формується спеціальним пристроєм у вигляді
нескінченного ланцюга, що складається з великого числа мідних
блоків. Він під час зварювання обкачує стінку резервуару на
декілька міліметрів| нижче за кромку шва (рис. 7.9).
І–ІІІ – порядок заповнення розділки;
1 – зварюваний метал, 2 – повзун, 3 – шлак, 4 – зварювальний пальник,
5 – зварювальна ванна
Рисунок 7.9 – Схема процесу зварювання горизонтального з'єднання із
напівпримусовим формуванням шва
319