
Page 314 - 4304
P. 314
формуванням збирають із проміжком 2-6 мм. Кромки листів
готують на заводі з Х-подібним обробленням без притуплення з
нахилом 45°. Вертикальний стик зварюють з примусовим
формуванням шва з двох боків.
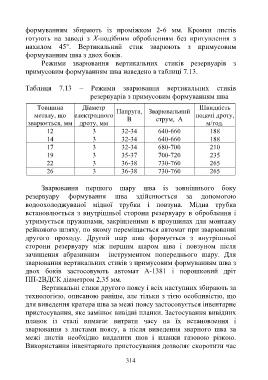
Режими зварювання вертикальних стиків резервуарів з
примусовим формуванням шва наведено в таблиці 7.13.
Таблиця 7.13 – Режими зварювання вертикальних стиків
резервуарів з примусовим формуванням шва
Товщина Діаметр Швидкість
металу, що електродного Напруга, Зварювальний подачі дроту,
зварюється, мм дроту, мм В струм, А м/год.
12 3 32-34 640-660 188
14 3 32-34 640-660 188
17 3 32-34 680-700 210
19 3 35-37 700-720 235
22 3 36-38 730-760 265
26 3 36-38 730-760 265
Зварювання першого шару шва із зовнішнього боку
резервуару формування шва здійснюється за допомогою
водоохолоджуваної мідної трубки і повзуна. Мідна трубка
встановлюється з внутрішньої сторони резервуару в оброблення і
утримується пружинами, закріпленими в проушинах для монтажу
рейкового шляху, по якому переміщається автомат при зварюванні
другого проходу. Другий шар шва формується з внутрішньої
сторони резервуару між першим шаром шва і повзуном після
зачищення абразивним інструментом попереднього шару. Для
зварювання вертикальних стиків з примусовим формуванням шва з
двох боків застосовують автомат А-1381 і порошковий дріт
ПП-2ВДСК діаметром 2,35 мм.
Вертикальні стики другого поясу і всіх наступних збирають за
технологією, описаною раніше, але тільки з тією особливістю, що
для виведення кратера шва за межі поясу застосовується інвентарне
пристосування, яке замінює вивідні планки. Застосування вивідних
планок із сталі вимагає витрати часу на їх встановлення і
зварювання з листами поясу, а після виведення зварного шва за
межі листів необхідно видалити шов і планки газовою різкою.
Використання інвентарного пристосування дозволяє скоротити час
314