
Page 309 - 4304
P. 309
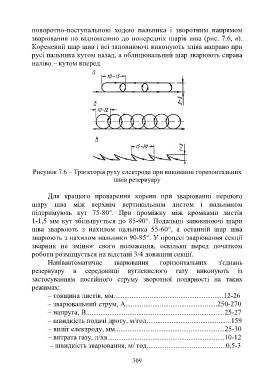
поворотно-поступальною ходою пальника і зворотним напрямом
зварювання по відношенню до попередніх шарів шва (рис. 7.6, в).
Кореневий шар шва і всі заповнюючі виконують зліва направо при
русі пальника кутом назад, а облицювальний шар зварюють справа
наліво – кутом вперед.
Рисунок 7.6 – Траєкторія руху електрода при виконанні горизонтальних
швів резервуару
Для кращого проварення кореня при зварюванні першого
шару шва між верхнім вертикальним листом і пальником
підтримують кут 75-80°. При проміжку між кромками листів
1-1,5 мм кут збільшується до 85-90°. Подальші заповнюючі шари
шва зварюють з нахилом пальника 55-60°, а останній шар шва
зварюють з нахилом пальники 90-95°. У процесі зварювання секції
зварник не змінює свого положення, оскільки перед початком
роботи розміщується на відстані 3/4 довжини секції.
Напівавтоматичне зварювання горизонтальних з'єднань
резервуару в середовищі вуглекислого газу виконують із
застосуванням постійного струму зворотної полярності на таких
режимах:
– товщина листів, мм.............................................................12-26
– зварювальний струм, А...................................................250-270
– напруга, В.............................................................................25-27
– швидкість подачі дроту, м/год.…..........................................159
– виліт електроду, мм.............................................................25-30
– витрата газу, л/хв.................................................................10-12
– швидкість зварювання, м/ год............................................0,5-3
309