
Page 310 - 4304
P. 310
Зварювання всіх шарів шва, переважно, виконують при
незмінній швидкості подачі дроту, а швидкість переміщення
пальника змінюють. У процесі заповнення наплавленим металом
оброблення кромок зварюваних листів швидкість зварювання
поступово збільшується і перетин швів у міру наближення до
верхньої кромки зменшується, що сприяє утворенню плавнішого
переходу від наплавленого металу до основного.
Зварювальне обладнання для зварювання в середовищі
вуглекислого газу
Для напівавтоматичного зварювання в середовищі
вуглекислого газу використовують напівавтомати А-765, які
живляться постійним струмом від перетворювача ПСГ-500, що має
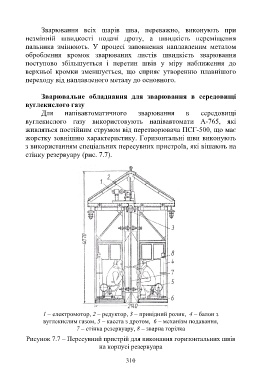
жорстку зовнішню характеристику. Горизонтальні шви виконують
з використанням спеціальних пересувних пристроїв, які вішають на
стінку резервуару (рис. 7.7).
1 – електромотор, 2 – редуктор, 3 – привідний ролик, 4 – балон з
вуглекислим газом, 5 – касета з дротом, 6 – механізм подавання,
7 – стінка резервуару, 8 – зварна горілка
Рисунок 7.7 – Пересувний пристрій для виконання горизонтальних швів
на корпусі резервуара
310