
Page 312 - 4304
P. 312
резервуару на відстані 150 мм від осі стику приварюють ручним
зварюванням направляючий кутник, який використовують для
переміщення зварювальної головки автомата А-820М уздовж
зварюваного стику.
Після перевірки проміжку в стику і зачищення його поверхні з
обох боків листів закріплюють формуючими повзунами, що
охолоджуються протічною водою. У зону зварювання від
подаючого механізму по шлангу підводиться електродний дріт
через мундштук. Зварювальний автомат А-820М має мундштук із
спеціальним пристроєм, що додає дроту певний радіус вигину і що
направляє його в порожнину, утворену повзунами і кромками
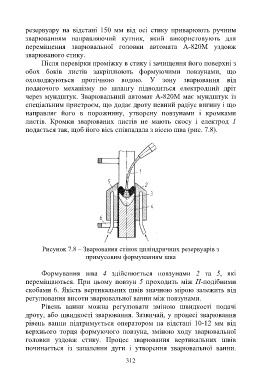
листів. Кромки зварюваних листів не мають скосу і електрод 1
подається так, щоб його вісь співпадала з віссю шва (рис. 7.8).
Рисунок 7.8 – Зварювання стінок циліндричних резервуарів з
примусовим формуванням шва
Формування шва 4 здійснюється повзунами 2 та 5, які
переміщаються. При цьому повзун 5 проходить між П-подібними
скобами 6. Якість вертикальних швів значною мірою залежить від
регулювання висоти зварювальної ванни між повзунами.
Рівень ванни можна регулювати зміною швидкості подачі
дроту, або швидкості зварювання. Зазвичай, у процесі зварювання
рівень ванни підтримується оператором на відстані 10-12 мм від
верхнього торця формуючого повзуна, зміною ходу зварювальної
головки уздовж стику. Процес зварювання вертикальних швів
починається із запалення дуги і утворення зварювальної ванни.
312