
Page 306 - 4304
P. 306
вміст водню в сталі приводить до локального перенасичення в
мікрооб'ємах металу, що є причиною появи міжкристалічних
тріщин.
Джерелом водню в дроті карбонатно-флюоритного типу є
волога, адсорбована на поверхні частинок сердечника, а також
залишки волочильного мастила на поверхні дроту. З підвищенням
вологості сердечника порошків завивання дроту спостерігається
підвищення змісту водню в наплавленому металі.
Усунути пористість при зварюванні зволоженим дротом
можна прожаренням її за температури 240-250 °С. Видаленням
вологи і слідів волочильного мастила можна понизити вміст
дифузійного водню в наплавленому металі до початкового рівня.
До цих методів вдаються, якщо використовують дріт, що тривалий
час зберігався. Позитивні результати досягаються лише у тому
випадку, коли під час зберігання дроту не відбулося необоротної
корозії металу оболонки і металевих порошків сердечника.
Наявність у сердечнику дроту кремнефторидів, що легко
розпадаються, є ефективним засобом зниження змісту водню. Тому
дріт з кремнефторидами менш чутливий до зволоження сердечника.
Обладнання для зварювання порошковим дротом
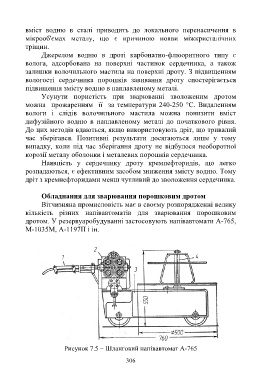
Вітчизняна промисловість має в своєму розпорядженні велику
кількість різних напівавтоматів для зварювання порошковим
дротом. У резервуаробудуванні застосовують напівавтомати А-765,
М-1035М, А-1197П і ін.
Рисунок 7.5 – Шланговий напівавтомат А-765
306