
Page 301 - 4304
P. 301
Зварювання горизонтальних стиків з К-подібним обробленням
починається усередині резервуару з накладенням шарів секційним
методом. Довжину секції приймають 600-800 мм, а кожна ділянка
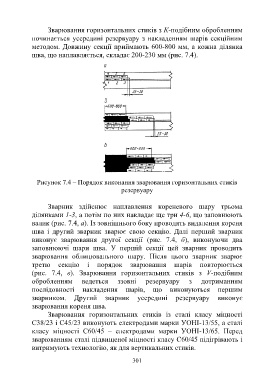
шва, що наплавляється, складає 200-230 мм (рис. 7.4).
Рисунок 7.4 – Порядок виконання зварювання горизонтальних стиків
резервуару
Зварник здійснює наплавлення кореневого шару трьома
ділянками 1-3, а потім по них накладає ще три 4-6, що заповнюють
валик (рис. 7.4, а). Із зовнішнього боку проводять видалення кореня
шва і другий зварник зварює свою секцію. Далі перший зварник
виконує зварювання другої секції (рис. 7.4, б), виконуючи два
заповнюючі шари шва. У першій секції цей зварник проводить
зварювання облицювального шару. Після цього зварник зварює
третю секцію і порядок зварювання шарів повторюється
(рис. 7.4, в). Зварювання горизонтальних стиків з V-подібним
обробленням ведеться ззовні резервуару з дотриманням
послідовності накладення шарів, що виконуються першим
зварником. Другий зварник усередині резервуару виконує
зварювання кореня шва.
Зварювання горизонтальних стиків із сталі класу міцності
С38/23 і С45/23 виконують електродами марки УОНІ-13/55, а сталі
класу міцності С60/45 – електродами марки УОНІ-13/65. Перед
зварюванням сталі підвищеної міцності класу С60/45 підігрівають і
витримують технологію, як для вертикальних стиків.
301