
Page 297 - 4304
P. 297
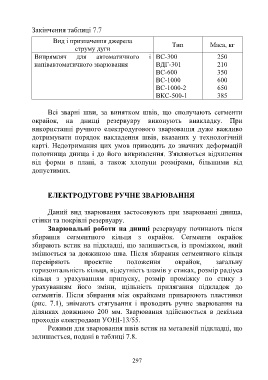
Закінчення таблиці 7.7
Вид і призначення джерела Тип Маса, кг
струму дуги
Випрямляч для автоматичного і ВС-300 250
напівавтоматичного зварювання ВДГ-301 210
ВС-600 350
ВС-1000 600
ВС-1000-2 650
ВКС-500-1 385
Всі зварні шви, за винятком швів, що сполучають сегменти
окрайок, на днищі резервуару виконують внакладку. При
використанні ручного електродугового зварювання дуже важливо
дотримувати порядок накладення швів, вказаних у технологічній
карті. Недотримання цих умов приводить до значних деформацій
полотнища днища і до його викривлення. З'являються відхилення
від форми в плані, а також хлопуни розмірами, більшими від
допустимих.
ЕЛЕКТРОДУГОВЕ РУЧНЕ ЗВАРЮВАННЯ
Даний вид зварювання застосовують при зварюванні днища,
стінки та покрівлі резервуару.
Зварювальні роботи на днищі резервуару починають після
збирання сегментного кільця з окрайок. Сегменти окрайок
збирають встик на підкладці, що залишається, із проміжком, який
змінюється за довжиною шва. Після збирання сегментного кільця
перевіряють проектне положення окрайок, загальну
горизонтальність кільця, відсутність зламів у стиках, розмір радіуса
кільця з урахуванням припуску, розмір проміжку по стику з
урахуванням його зміни, щільність прилягання підкладок до
сегментів. Після збирання між окрайками приварюють пластинки
(рис. 7.1), знімають стягування і проводять ручне зварювання на
ділянках довжиною 200 мм. Зварювання здійснюється в декілька
проходів електродами УОНІ-13/55.
Режими для зварювання швів встик на металевій підкладці, що
залишається, подані в таблиці 7.8.
297