
Page 300 - 4304
P. 300
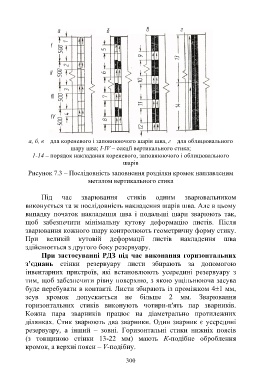
а, б, в – для кореневого і заповнюючого шарів шва, г – для облицювального
шару шва; І-ІV – секції вертикального стика;
1-14 – порядок накладання кореневого, заповнюючого і облицювального
шарів
Рисунок 7.3 – Послідовність заповнення розділки кромок наплавленим
металом вертикального стика
Під час зварювання стиків одним зварювальником
виконується та ж послідовність накладення шарів шва. Але в цьому
випадку початок накладення шва і подальші шари зварюють так,
щоб забезпечити мінімальну кутову деформацію листів. Після
зварювання кожного шару контролюють геометричну форму стику.
При великій кутовій деформації листів накладення шва
здійснюється з другого боку резервуару.
При застосуванні РДЗ під час виконання горизонтальних
з’єднань стінки резервуару листи збирають за допомогою
інвентарних пристроїв, які встановлюють усередині резервуару з
тим, щоб забезпечити рівну поверхню, з якою ущільнююча засува
буде перебувати в контакті. Листи збирають із проміжком 4±1 мм,
зсув кромок допускається не більше 2 мм. Зварювання
горизонтальних стиків виконують чотири-п'ять пар зварників.
Кожна пара зварників працює на діаметрально протилежних
ділянках. Стик зварюють два зварники. Один зварник є усередині
резервуару, а інший – зовні. Горизонтальні стики нижніх поясів
(з товщиною стінки 13-22 мм) мають К-подібне оброблення
кромок, а верхні пояси – V-подібну.
300