
Page 298 - 4304
P. 298
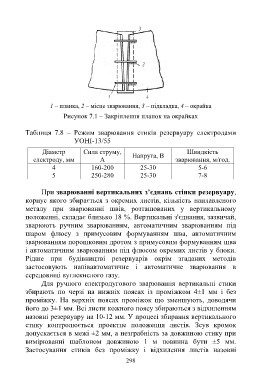
1 – планка, 2 – місце зварювання, 3 – підкладка, 4 – окрайка
Рисунок 7.1 – Закріплення планок на окрайках
Таблиця 7.8 – Режим зварювання стиків резервуару електродами
УОНІ-13/55
Діаметр Сила струму, Швидкість
електроду, мм А Напруга, В зварювання, м/год.
4 160-200 25-30 5-6
5 250-280 25-30 7-8
При зварюванні вертикальних з’єднань стінки резервуару,
корпус якого збирається з окремих листів, кількість наплавленого
металу при зварюванні швів, розташованих у вертикальному
положенні, складає близько 18 %. Вертикальні з'єднання, зазвичай,
зварюють ручним зварюванням, автоматичним зварюванням під
шаром флюсу з примусовим формуванням шва, автоматичним
зварюванням порошковим дротом з примусовим формуванням шва
і автоматичним зварюванням під флюсом окремих листів у блоки.
Рідше при будівництві резервуарів окрім згаданих методів
застосовують напівавтоматичне і автоматичне зварювання в
середовищі вуглекислого газу.
Для ручного електродугового зварювання вертикальні стики
збирають по черзі на нижніх поясах із проміжком 4±1 мм і без
проміжку. На верхніх поясах проміжок що зменшують, доводячи
його до 3±1 мм. Всі листи кожного поясу збираються з відхиленням
назовні резервуару на 10-12 мм. У процесі збирання вертикального
стику контролюється проектне положення листів. Зсув кромок
допускається в межі ±2 мм, а незграбність за довжиною стику при
вимірюванні шаблоном довжиною 1 м повинна бути ±5 мм.
Застосування стиків без проміжку і відхилення листів назовні
298