
Page 299 - 4304
P. 299
резервуару дозволяє отримати необхідну геометричну форму
стиків, із забезпеченням рівномірного всідання уздовж стику і
мінімальною деформацією стінки. Для виконання зварювання
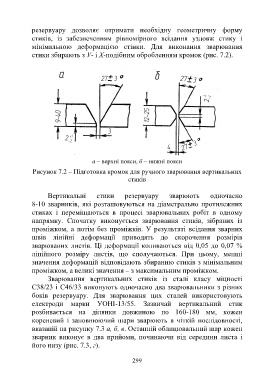
стики збирають з V- і Х-подібним обробленням кромок (рис. 7.2).
а – верхні пояси, б – нижні пояси
Рисунок 7.2 – Підготовка кромок для ручного зварювання вертикальних
стиків
Вертикальні стики резервуару зварюють одночасно
8-10 зварників, які розташовуються на діаметрально протилежних
стиках і переміщаються в процесі зварювальних робіт в одному
напрямку. Спочатку виконується зварювання стиків, зібраних із
проміжком, а потім без проміжків. У результаті всідання зварних
швів лінійні деформації приводять до скорочення розмірів
зварюваних листів. Ці деформації коливаються від 0,05 до 0,07 %
лінійного розміру листів, що сполучаються. При цьому, менші
значення деформацій відповідають збиранню стиків з мінімальним
проміжком, а великі значення – з максимальним проміжком.
Зварювання вертикальних стиків із сталі класу міцності
С38/23 і С46/33 виконують одночасно два зварювальники з різних
боків резервуару. Для зварювання цих сталей використовують
електроди марки УОНІ-13/55. Зазвичай вертикальний стик
розбивається на ділянки довжиною по 160-180 мм, кожен
кореневий і заповнюючий шари зварюють в чіткій послідовності,
вказаній на рисунку 7.3 а, б, в. Останній облицювальний шар кожен
зварник виконує в два прийоми, починаючи від середини листа і
його низу (рис. 7.3, г).
299