
Page 33 - 4302
P. 33
S - гарантований зазор, мкм;
α - коефіцієнт лінійного розширення охоплюючої деталі, при нагріві
або охоплюваної при охолодженні.
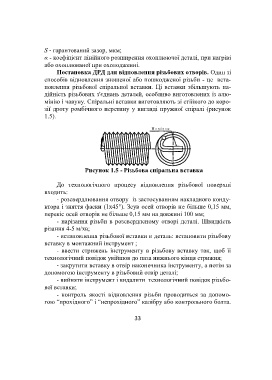
Постановка ДРД для відновлення різьбових отворів. Один зі
способів відновлення зношеної або пошкодженої різьби - це вста-
новлення різьбової спіральної вставки. Ці вставки збільшують на-
дійність різьбових з'єднань деталей, особливо виготовлених із алю-
мінію і чавуну. Спіральні вставки виготовляють зі стійкого до коро-
зії дроту ромбічного перетину у вигляді пружної спіралі (рисунок
1.5).
Рисунок 1.5 - Різьбова спіральна вставка
До технологічного процесу відновлення різьбової поверхні
входить:
- розсвердлювання отвору із застосуванням накладного конду-
ктора і зняття фаски (1x45°). Зсув осей отворів не більше 0,15 мм,
перекіс осей отворів не більше 0,15 мм на довжині 100 мм;
- нарізання різьби в розсвердленому отворі деталі. Швидкість
різання 4-5 м/хв;
- встановлення різьбової вставки в деталь: встановити різьбову
вставку в монтажний інструмент ;
- ввести стрижень інструменту в різьбову вставку так, щоб її
технологічний повідок увійшов до паза нижнього кінця стрижня;
- закрутити вставку в отвір наконечника інструменту, а потім за
допомогою інструменту в різьбовий отвір деталі;
- вийняти інструмент і видалити технологічний повідок різьбо-
вої вставки;
- контроль якості відновлення різьби проводиться за допомо-
гою “прохідного” і “непрохідного” калібру або контрольного болта.
33