
Page 187 - 4302
P. 187
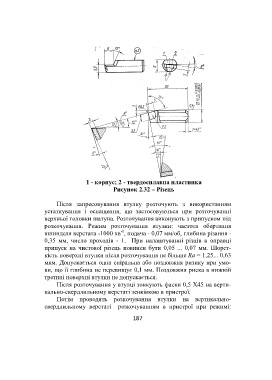
1 - корпус; 2 - твердосплавна пластинка
Рисунок 2.32 – Різець
Після запресовування втулку розточують з використанням
устаткування і оснащення, що застосовуються при розточуванні
верхньої головки шатуна. Розточування виконують з припуском під
розкочування. Режим розточування втулки: частота обертання
-1
шпинделя верстата -1000 хв , подача - 0,07 мм/об, глибина різання -
0,35 мм, число проходів - 1. При налаштуванні різців в оправці
припуск на чистової різець повинен бути 0,05 ... 0,07 мм. Шорст-
кість поверхні втулки після розточування не більше Rа = 1,25... 0,63
мкм. Допускається одна спіральна або поздовжня ризику при умо-
ви, що її глибина не перевищує 0,1 мм. Поздовжня риска в нижній
третині поверхні втулки не допускається.
Після розточування у втулці зонкують фаски 0,5 X45 на верти-
кально-свердлильному верстаті зенківкою в пристрої.
Потім проводять розкочування втулки на вертикально-
свердлильному верстаті розкочуванням в пристрої при режимі:
187