
Page 89 - 35
P. 89
пристрій – деталь – інструмент.
Під час пластичного деформування поверхневих шарів заготовки лезом
інструмента спостерігається наклеп металу, який межує із стружкою і це
призводить до автоколивань. Вплив явищ наклепу на автоколивання
підтверджується тим, що вібрації тим інтенсивніші, чим більшу схильність до
наклепу має оброблюваний метал. Найбільш сильні вібрації виникають при
обробці пластичних сталей і значно менші – при обробці чавуну.
Явище наросту також може мати вплив на вібрації. При нарості кут різання
змінюється внаслідок періодичного його зриву, що призводить до змінного
значення сили різання, яка у свою чергу підтримує коливні рухи.
Дослідженнями встановлено, що в один і той же момент часу число зривів
дорівнює числу коливань сили різання.
Швидкість руху стружки може бути змінною, якщо усадка стружки
нестабільна в процесі різання через неоднорідності оброблюваного матеріалу
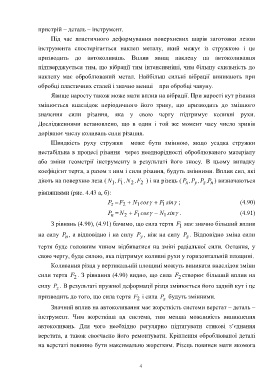
або зміни геометрії інструменту в результаті його зносу. В цьому випадку
коефіцієнт тертя, а разом з ним і сили різання, будуть змінними. Вплив сил, які
діють на поверхню леза ( N 1 F , 1 , N 2 F , 2 ) і на різець ( P x P , y P , z P , ) визначаються
n
рівняннями (рис. 4.43 а, б):
P F N 1 cos F 1 sin ; (4.90)
z
2
P N F 1 cos N 1 sin . (4.91)
2
n
З рівнянь (4.90), (4.91) бачимо, що сила тертя F має значно більший вплив
1
на силу P , а відповідно і на силу P , ніж на силу P . Відповідно зміна сили
n
y
z
тертя буде головним чином відбиватися на зміні радіальної сили. Остання, у
свою чергу, буде силою, яка підтримує коливні рухи у горизонтальній площині.
Коливання різця у вертикальній площині можуть виникати внаслідок зміни
сили тертя F . З рівняння (4.90) видно, що сила F створює більший вплив на
2
2
силу P . В результаті пружної деформації різця змінюється його задній кут і це
z
призводить до того, що сила тертя F і сила P будуть змінними.
2
z
Значний вплив на автоколивання має жорсткість системи верстат – деталь –
інструмент. Чим жорсткіша ця система, тим менша можливість виникнення
автоколивань. Для чого необхідно регулярно підтягувати стикові з’єднання
верстата, а також своєчасно його ремонтувати. Кріплення оброблюваної деталі
на верстаті повинно бути максимально жорстким. Різець повинен мати якомога
4