
Page 93 - 35
P. 93
- застосовування підшипників кочення з попереднім натягом;
комбінованих опор кочення-ковзання;
- використання комбінованих передач: при великих швидкостях
обертання – пасових, при малих – зубчастих.
Підвищення жорсткості системи при обробці сотових конструкцій
здійснюється заповненням сот пластмасою з низькою температурою плавлення
о
(93 С).
Раціональна побудова схеми обробки різанням має своєю метою
максимальне використання динамічних властивостей окремих частин системи
ВПІД. Так, наприклад, відомо, що вертикально-фрезерна схема обробки
забезпечує значно більш спокійне різання, ніж горизонтально-фрезерна.
Зниження інтенсивності вібрацій досягається побудовою динамічно
взаємозв’язаних систем, у яких радіальні складові сили різання
зрівноважуються між собою. Це дає змогу отримати дію складових сил різання
не на всю систему ВПІД, а тільки на дуже жорстку оброблювальну заготовку,
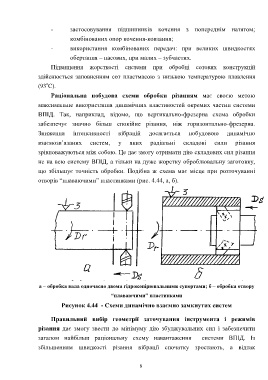
що збільшує точність обробки. Подібна ж схема має місце при розточуванні
отворів “плаваючими” пластинками (рис. 4.44, а, б).
а – обробка вала одночасно двома гідрокопірювальними супортами; б – обробка отвору
“плаваючими” пластинками
Рисунок 4.44 - Схеми динамічно взаємно замкнутих систем
Правильний вибір геометрії заточування інструмента і режимів
різання дає змогу звести до мінімуму дію збуджувальних сил і забезпечити
загалом найбільш раціональну схему навантаження системи ВПІД. Із
збільшенням швидкості різання вібрації спочатку зростають, а відтак
8