
Page 37 - Міністерство освіти і науки України
P. 37
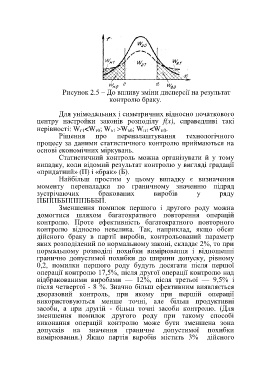
Рисунок 2.5 – До впливу зміни дисперсії на результат
контролю браку.
Для унімодальних і симетричних відносно початкового
центру настройки законів розподілу f(x), справедливі такі
нерівності: W г1<W г0; W в1 W в0; W Н1 <W Н0.
Рішення про переналаштування технологічного
процесу за даними статистичного контролю приймаються на
основі економічних міркувань.
Статистичний контроль можна організувати й у тому
випадку, коли відомий результат контролю у вигляді градації
«придатний» (П) і «брак» (Б).
Найбільш простим у цьому випадку є визначення
моменту переналадки по граничному значенню підряд
зустрічаючих бракованих виробів у ряду
ПБППББППППБББП.
Зменшення помилок першого і другого роду можна
домогтися шляхом багатократного повторення операцій
контролю. Проте ефективність багатократного повторного
контролю відносно невелика. Так, наприклад, якщо обсяг
дійсного браку в партії виробів, контрольований параметр
яких розподілений по нормальному законі, складає 2%, то при
нормальному розподілі похибки вимірювання і відношенні
гранично допустимої похибки до ширини допуску, рівному
0,2, помилки першого роду будуть досягати після першої
операції контролю 17,5%, після другої операції контролю над
відбракованими виробами — 12%, після третьої — 9,5% і
після четвертої - 8 %. Значно більш ефективним виявляється
дворазовий контроль, при якому при першій операції
використовуються менше точні, але більш продуктивні
засоби, а при другій - більш точні засоби контролю. (Для
зменшення помилок другого роду при такому способі
виконання операцій контролю може бути зменшена зона
допусків на значення граничне допустимої похибки
вимірювання.) Якщо партія виробів містить 3% дійсного