
Page 37 - 6794
P. 37
Продовження табл. 2.10
_______________ 3________________
Для двох різних деталей,
взаємовписуваного за конфігурацією
(шарнірні петлі тощо)
Для деталей прямокутної, квадратної
або шестигранної конфігурації
невеликих розмірів у великосерійному
і масовому виробництві
Для деталей подовженої форми,
З вирізкою виготовлених із мірної смуги або
перемичок стрічки без обрізання уздовж довгих
сторін
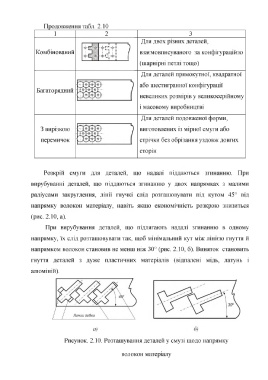
Розкрій смуги для деталей, що надалі піддаються згинанню. При
вирубуванні деталей, що піддаються згинанню у двох напрямках з малими
радіусами закруглення, лінії гнучкі слід розташовувати під кутом 45° від
напрямку волокон матеріалу, навіть якщо економічність розкрою знизиться
(рис. 2 .1 0 , а).
При вирубування деталей, що підлягають надалі згинанню в одному
напрямку, їх слід розташовувати так, щоб мінімальний кут між лінією гнуття й
напрямком волокон становив не менш ніж 30° (рис. 2.10, б). Виняток становить
гнуття деталей з дуже пластичних матеріалів (відпалені мідь, латунь і
алюміній).
а) б)
Рисунок. 2.10. Розташування деталей у смузі щодо напрямку
волокон матеріалу