
Page 42 - 6794
P. 42
де Р - зусилля вирубування, обумовлене за формулою (2.6); Ксн - коефіцієнт, що
залежить від штампованого матеріалу (табл. 2.15).
Зусилля Рпр для проштовхування деталі або відходу через матрицю
обчислюють за формулою
Рпр = Р К пр, (2.9)
де Р - зусилля вирубки, обумовлене за формулою (2.6); К пр - коефіцієнт, що
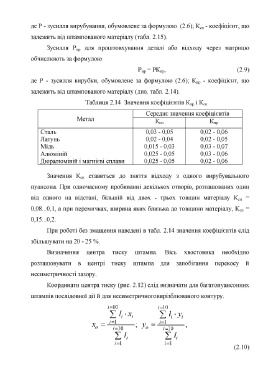
залежить від штампованого матеріалу (див. табл. 2.14).
Таблиця 2.14 Значення коефіцієнтів Кпр і Ксн
Середнє значення коефіцієнтів
Метал
К СН Кпр
Сталь 0,03 - 0,05 0 , 0 2 - 0,06
Латунь 0,02 - 0,04 0,02 - 0,05
Мідь 0,015-0,03 0,03 - 0,07
Алюміній 0,025 - 0,05 0,03 - 0,06
Дюралюміній і магнієві сплави 0,025 - 0,05 0 , 0 2 - 0,06
Значення Ксн ставиться до зняття відходу з одного вирубувального
пуансона. При одночасному пробиванні декількох отворів, розташованих один
від одного на відстані, більшій від двох - трьох товщин матеріалу Ксн =
0,08...0,1, а при перемичках, ширина яких близька до товщини матеріалу, Ксн =
0,15...0,2.
При роботі без змащення наведені в табл. 2.14 значення коефіцієнтів слід
збільшувати на 20 - 25 %.
Визначення центра тиску штампа. Вісь хвостовика необхідно
розташовувати в центрі тиску штампа для запобігання перекосу й
несиметричності зазору.
Координати центра тиску (рис. 2.12) слід визначати для багатопуансонних
штампів послідовної дії й для несиметричноговирізблюваного контуру.
і=10 7=10
Т І , - * , И 1 г Уі
і=1 7—1
х„ =
о
/ = 1 0 У О = 7=10
І / ,
7—1 7 = 1
(2.10)