
Page 32 - 6794
P. 32
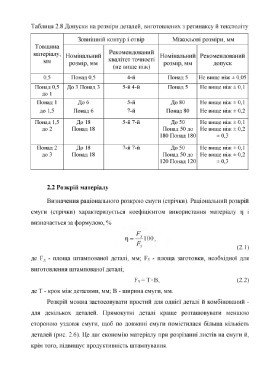
Таблиця 2.8 Допуски на розміри деталей, виготовлених з ретинаксу й текстоліту
Зовнішній контур і отвір Міжосьові розміри, мм
Товщина
матеріалу, Номінальний Рекомендований Номінальний Рекомендований
мм розмір, мм квалітет точності розмір, мм допуск
(не вище ніж)
0,5 Понад 0,5 4-й Понад 5 Не вище ніж ± 0,05
Понад 0,5 До 3 Понад 3 5-й 4-й Понад 5 Не вище ніж ±0,1
ДО 1
Понад 1 До 6 5-й До 80 Не вище ніж ±0,1
до 1,5 Понад 6 7-й Понад 80 Не вище ніж ± 0,2
Понад 1,5 До 18 5-й 7-й До 50 Не вище ніж ±0,1
до 2 Понад 18 Понад 50 до Не вище ніж ± 0,2
180 Понад 180 ±0,3
Понад 2 До 18 7-й 7-й До 50 Не вище ніж ±0,1
ДО 3 Понад 18 Понад 50 до Не вище ніж ± 0,2
120 Понад 120 ±0,3
2.2 Розкрій матеріалу
Визначення раціонального розкрою смуги (стрічки). Раціональний розкрій
смуги (стрічки) характеризується коефіцієнтом використання матеріалу т| і
визначається за формулою, %
Л = -^100.
(2.1)
де Бд - площа штампованої деталі, мм; Тз - площа заготовки, необхідної для
виготовлення штампованої деталі;
Т3 = ТхВ, (2.2)
де Т - крок між деталями, мм; В - ширина смуги, мм.
Розкрій можна застосовувати простий для однієї деталі й комбінований -
для декількох деталей. Прямокутні деталі краще розташовувати меншою
стороною уздовж смуги, щоб по довжині смуги помістилася більша кількість
деталей (рис. 2.6). Це дає економію матеріалу при розрізанні листів на смуги й,
крім того, підвищує продуктивність штампування.