
Page 39 - 6794
P. 39
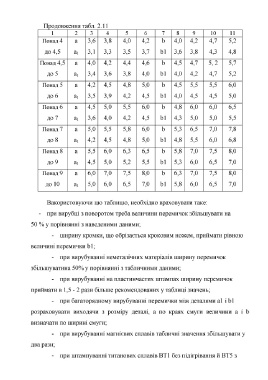
Продовження табл. 2.11
1 2 3 4 5 6 7 8 9 10 11
Понад 4 а 3,6 3,8 4,0 4,2 b 4,0 4,2 4,7 5,2
ДО 4,5 аі 3,1 3,3 3,5 3,7 b l 3,6 3,8 4,3 4,8
Понад 4,5 а 4,0 4,2 4,4 4,6 b 4,5 4,7 5 ,2 5,7
ДО 5 Ді 3,4 3,6 3,8 4,0 b l 4,0 4,2 4,7 5,2
Понад 5 а 4,2 4,5 4,8 5,0 b 4,5 5,5 5,5 6,0
до 6 аі 3,5 3,9 4,2 4,5 b l 4,0 4,5 4,5 5,0
Понад 6 а 4,5 5,0 5,5 6,0 b 4,8 6,0 6,0 6,5
до 7 аі 3,6 4,0 4,2 4,5 b l 4,3 5,0 5,0 5,5
Понад 7 а 5,0 5,5 5,8 6,0 b 5,3 6,5 7,0 7,8
ДО 8 Ді 4,2 4,5 4,8 5,0 b l 4,8 5,5 6,0 6,8
Понад 8 а 5,5 6,0 6,3 6,5 b 5,8 7,0 7,5 8,0
ДО 9 аі 4,5 5,0 5,2 5,5 b l 5,3 6,0 6,5 7,0
Понад 9 а 6,0 7,0 7,5 8,0 b 6,3 7,0 7,5 8,0
ДО 10 аі 5,0 6,0 6,5 7,0 b l 5,8 6,0 6,5 7,0
Вакористовуючи цю таблицю, необхідно враховувати таке:
- при вирубці з поворотом треба величини перемичок збільшувати на
50 % у порівнянні з наведеними даними;
- ширину кромки, що обрізається кроковим ножем, приймати рівною
величині перемички Ь1 ;
- при вирубуванні неметалічних матеріалів ширину перемичок
збільшуватина 50% у порівнянні з табличними даними;
- при вирубуванні на пластинчастих штампах ширину перемичок
приймати в 1,5 - 2 рази більше рекомендованих у таблиці значень;
- при багаторядному вирубуванні перемички між деталями al і Ь1
розраховувати виходячи з розміру деталі, а по краях смуги величини а і
визначати по ширині смуги;
- при вирубуванні магнієвих сплавів табличні значення збільшувати у
два рази;
- при штампуванні титанових сплавів ВТ1 без підігрівання й ВТ5 з