
Page 41 - 6794
P. 41
При призначенні ширини смуги необхідно враховувати стандартні
розміри листів і стрічок. Розташовувати деталі випливає так, щоб ширина смуги
була кратною стандартним розмірам листів.
2.3 Розрахунки зусилля вирубування
Розрахунки зусилля вирубування в штампах із прямими й скошеними
ріжучими кромками. Розрахункове зусилля Р визначають за формулою
Р = Ь 8 тср, (2.6)
де Ь - вирубувальний (пробивний) периметр контуру, мм; Б - товщина
матеріалу, мм; тср - опір зрізу.
Необхідне зусилля преса Рд розраховують за формулою
1,25 Р
< р
— д ном ?
1000 (2.7)
де Р - розрахункове зусилля вирубування, визначене за формулою (2.6);
Рдном - номінальне зусилля наявного преса.
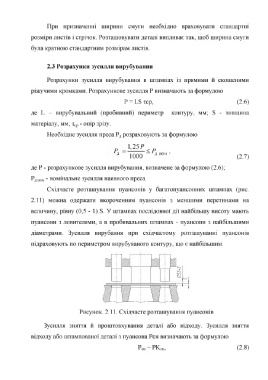
Східчасте розташування пуансонів у багатопуансонних штампах (рис.
2 .1 1 ) можна одержати вкороченням пуансонів з меншими перетинами на
величину, рівну (0,5 - 1) Б. У штампах послідовної дії найбільшу висоту мають
пуансони з ловителями, а в пробивальних штампах - пуансони з найбільшими
діаметрами. Зусилля вирубання при східчастому розташуванні пуансонів
підраховують по периметром вирубуваного контуру, що є найбільшим.
Рисунок. 2.11. Східчасте розташування пуансонів
Зусилля зняття й проштовхування деталі або відходу. Зусилля зняття
відходу або штампованої деталі з пуансона Рсн визначають за формулою
РКСН, (2.8)
Р СН