
Page 35 - 6794
P. 35
1. Повертанням смуги на 180° після проходу першого ряду (рис. 2.8, а).
Недолік цього способу-зниження продуктивності штампування внаслідок
скривлення смуги після вирізання першого ряду й утворюваних на ній
заусенців, що можуть травмувати руки робітника. Цей спосіб застосований в
основному при штампуванні у відкритих штампах і при товщині матеріалу від
0,5 до 1,5 мм.
2. Застосуванням двопуансонового штампа (рис. 2.8, б). При цьому способі
збільшуються габаритні розміри штампа й вартість його виготовлення, а отже, і
собівартість деталей.
а) б)
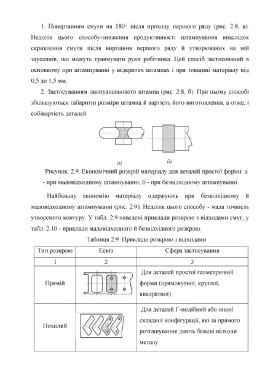
Рисунок. 2.9. Економічний розкрій матеріалу для деталей простої форми: а
- при маловідходному штампуванні; б - при безвідхідному штампуванні
Найбільшу економію матеріалу одержують при безвідхідному й
маловідходному штампуванні (рис. 2.9). Недолік цього способу - мала точність
утвореного контуру. У табл. 2.9 наведені приклади розкрою з відходами смуг, у
табл. 2 . 1 0 - приклади маловідходного й безвідхідного розкрою.
Таблиця 2.9 Приклади розкрою з відходами
Тип розкрою Ескіз Сфера застосування
І 2 З
Для деталей простої геометричної
Прямій форми (прямокутної, круглої,
квадратної)
Для деталей Е-подібний або іншої
складної конфігурації, які за прямого
Похилий
розташування дають більші відходи
металу