
Page 170 - 6794
P. 170
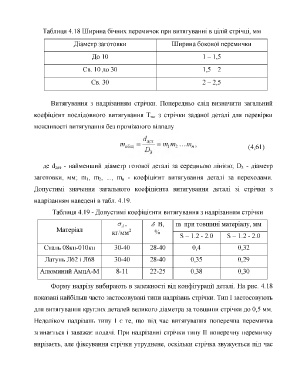
Таблиця 4.18 Ширина бічних перемичок при витягуванні в цілій стрічці, мм
Діаметр заготовки Ширина бокової перемички
До ю 1-1,5
Св. 10 до ЗО 1,5-2
Св. ЗО 2 -2 ,5
Витягування з надрізанням стрічки. Попередньо слід визначити загальний
коефіцієнт послідовного витягування Тзаг з стрічки заданої деталі для перевірки
можливості витягування без проміжного відпалу
^дет
^общ — т, — 1Щ Т?І2 •• ~ ТМп , (4,61)
де йдет - найменший діаметр готової деталі за середньою лінією; Dз - діаметр
заготовки, мм; т ь т 2, ..., т п - коефіцієнт витягування деталі за переходами.
Допустимі значення загального коефіцієнта витягування деталі зі стрічки з
надрізанням наведені в табл. 4.19.
Таблиця 4.19 - Допустимі коефіцієнти витягування з надрізанням стрічки
ОА і 3 В, т при товщині матеріалу, мм
Матеріал кг/мм2 %
Б = 1.2-2.0 Б = 1.2-2.0
Сталь 08кп-010кп 30-40 28-40 0,4 0,32
Латунь Л62 і Л68 30-40 28-40 0,35 0,29
Алюминий АмцА-М 8-11 22-25 0,38 0,30
Форму надрізу вибирають в залежності від конфігурації деталі. На рис. 4.18
показані найбільш часто застосовувані типи надрізань стрічки. Тип І застосовують
для витягування круглих деталей великого діаметра за товщини стрічки до 0,5 мм.
Недоліком надрізань типу І є те, що під час витягування поперечна перемичка
згинається і заважає подачі. При надрізанні стрічки типу II поперечну перемичку
вирізаєть, але фіксування стрічки утруднене, оскільки стрічка звужується під час