
Page 173 - 6794
P. 173
На проміжних переходах ш і гт зменшуються рівномірно. За необхідності
утворити на деталі радіуси гт <Б і гп <2$ слід ввести калібрувальні переходи без
зміни діаметра витягування; при цьому допускається зменшення радіуса на
кожному калібрувальному переході на 50 %.
При проектуванні штампа значення радіусів приймають мінімально
допустимі з тим, щоб забезпечити можливість їхнього збільшення при
налагодженні штампа.
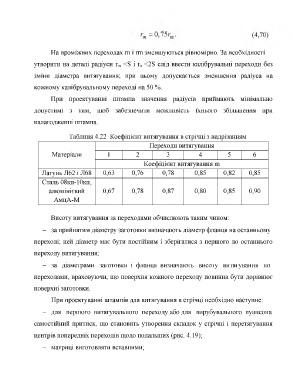
Таблиця 4.22 Коефіцієнт витягування в стрічці з надрізанням
Переходи витягування
Матеріали 1 2 3 4 5 6
Коефіцієнт витягування т
Латунь Л62 і Л68 0,63 0,76 0,78 0,85 0,82 0,85
Сталь 08кп-10кп,
алюмінієвий 0,67 0,78 0,87 0,80 0,85 0,90
АмцА-М
Висоту витягування за переходами обчислюють таким чином:
- за прийнятим діаметру заготовки визначають діаметр фланця на останньому
переході; цей діаметр має бути постійним і зберігатися з першого до останнього
переходу витягування;
- за діаметрами заготовки і фланця визначають висоту витягування по
переходами, враховуючи, що поверхня кожного переходу повинна бути дорівнює
поверхні заготовки.
При проектуванні штампів для витягування в стрічці необхідно наступне:
- для першого витягувального переходу або для вирубувального пуансона
самостійний притиск, що становить утворення складок у стрічці і перетягування
центрів попередніх переходів щодо подальших (рис. 4.19);
- матриці виготовляти вставними;