
Page 167 - 6794
P. 167
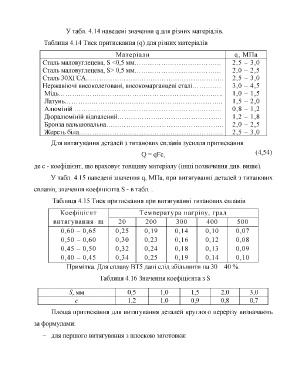
У табл. 4.14 наведені значення q для різних матеріалів.
Таблиця 4.14 Тиск притискання (q) для різних матеріалів
Матеріали q, МПа
Сталь маловуглецева, Б <0,5 мм.................................................. 2,5 - 3,0
Сталь маловуглецева, Б> 0,5 мм.................................................. 2,0 - 2,5
Сталь ЗОХГСА................................................................................. 2,5 - 3,0
Нержавіючі високолеговані, високомарганцеві сталі................ 3 , 0 - 4 , 5
Мідь................................................................................................. 1 , 0 - 1,5
Латунь............................................................................................. 1 , 5 - 2 ,0
Алюміній...................................................................................... 0,8 - 1,2
Дюралюміній відпалений............................................................. 1 , 2 - 1,8
Бронза вальцювальна..................................................................... 2,0 - 2,5
Жерсть біла..................................................................................... 2,5 - 3,0
Для витягування деталей з титанових сплавів зусилля притискання
О = qFc, (4>54)
де с - коефіцієнт, що враховує товщину матеріалу (інші позначення див. вище).
У табл. 4.15 наведені значення q, МПа, при витягуванні деталей з титанових
сплавів, значення коефіцієнта Б - в табл. .
Таблиця 4.15 Тиск притискання при витягуванні титанових сплавів
Коефіцієнт Температура нагріву, град
витягування m 20 200 300 400 500
0,60 - 0,65 0,25 0,19 0,14 0,10 0,07
0,50 - 0,60 0,30 0,23 0,16 0,12 0,08
0,45 - 0,50 0,32 0,24 0,18 0,13 0,09
0,40 - 0,45 0,34 0,25 0,19 0,14 0,10
Примітка. Для сплаву ВТ5 дані слід збільшити на ЗО - 40 %.
Таблиця 4.16 Значення коефіцієнта з S
S, мм 0,5 1,0 1,5 2,0 3,0
с 1,2 1,0 0,9 0,8 0,7
Площа притискання для витягування деталей круглого перерізу визначають
за формулами:
- для першого витягування з плоскою заготовки: