
Page 168 - 6794
P. 168
^ = ^ [ й 2 -(</1 + 2Лм) (4.55)2],
- для подальших витягувань з пустотілих заготовок:
К = ^ К 2-1 -і^п +2Ю 2і (4.56)
2
де Б1 і Би - площі притискання при першому і наступних витягуваннях, мм ; сі„_ і і
сІп - діаметри штампувальної деталі при передостанній і останній операціях, мм
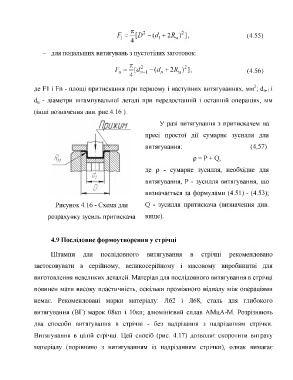
(інші позначення див. рис.4.16 ).
У разі витягування з притискачем на
пресі простої дії сумарне зусилля для
витягування: (4,57)
р = Р + 0,
де р - сумарне зусилля, необхідне для
витягування, Р - зусилля витягування, що
визначається за формулами (4.51) - (4.53);
Рисунок 4.16 - Схема для 0 - зусилля притискача (визначення див.
розрахунку зусиль притискача вище).
4.9 Послідовне формоутворення у стрічці
Штампи для послідовного витягування в стрічці рекомендовано
застосовувати в серійному, великосерійному і масовому виробництві для
виготовлення невеликих деталей. Матеріал для послідовного витягування в стрічці
повинен мати високу пластичність, оскільки проміжного відпалу між операціями
немає. Рекомендовані марки матеріалу: Л62 і Л68, сталь для глибокого
витягування (ВГ) марок 08кп і Юкп; алюмінієвий сплав АМцА-М. Розрізняють
два способи витягування в стрічці - без надрізання з надрізанням стрічки.
Витягування в цілій стрічці. Цей спосіб (рис. 4.17) дозволяє скоротити витрату
матеріалу (порівняно з витягуванням із надрізанням стрічки), однак вимагає