
Page 75 - 6732
P. 75
75
точність процесу, збільшується витрата енергії на її прокачування.
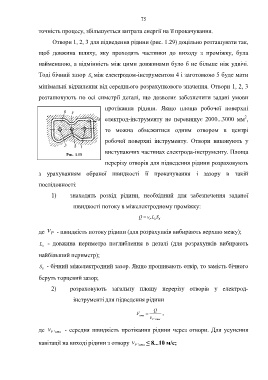
Отвори 1, 2, 3 для підведення рідини (рис. 1.29) доцільно розташувати так,
щоб довжина шляху, яку проходять частинки до виходу з проміжку, була
найменшою, а відмінність між цими довжинами було б не більше ніж удвічі.
Тоді бічний зазор S між електродом-інструментом 4 і заготовкою 5 буде мати
б
мінімальні відхилення від середнього розрахункового значення. Отвори 1, 2, 3
розташовують по осі симетрії деталі, що дозволяє забезпечити задані умови
протікання рідини. Якщо площа робочої поверхні
2
електрод-інструменту не перевищує 2000...3000 мм ,
то можна обмежитися одним отвором в центрі
робочої поверхні інструменту. Отвори виконують у
виступаючих частинах електрода-інструменту. Площа
перерізу отворів для підведення рідини розраховують
з урахуванням обраної швидкості її прокачування і зазору в такій
послідовності:
1) знаходять розхід рідини, необхідний для забезпечення заданої
швидкості потоку в міжелектродному проміжку:
Q v L S
P n б
де v P - швидкість потоку рідини (для розрахунків вибирають верхню межу);
L - довжина периметра поглиблення в деталі (для розрахунків вибирають
n
найбільший периметр);
S - бічний міжелектродний зазор. Якщо прошивають отвір, то замість бічного
б
беруть торцевий зазор;
2) розраховують загальну площу перерізу отворів у електрод-
інструменті для підведення рідини
Q
F ,
отв
v .
P отв
.
де v P отв - середня швидкість протікання рідини через отвори. Для усунення
.
кавітації на виході рідини з отвору v P отв ≤ 8...10 м/с;