
Page 74 - 6732
P. 74
74
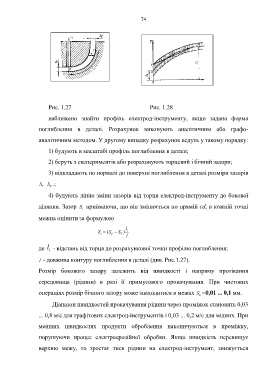
Рис. 1.27 Рис. 1.28
наближено знайти профіль електрод-інструменту, якщо задана форма
поглиблення в деталі. Розрахунок виконують аналітичним або графо-
аналітичним методом. У другому випадку розрахунок ведуть у такому порядку:
1) будують в масштабі профіль поглиблення в деталі;
2) беруть з експериментів або розраховують торцевий і бічний зазори;
3) відкладають по нормалі до поверхні поглиблення в деталі розміри зазорів
S S .;
T б
4) будують лінію зміни зазорів від торця електрод-інструменту до бокової
ділянки. Зазор S приймаючи, що він змінюється по прямій сd, в кожній точці
i
можна оцінити за формулою
l
i
S (S S )
i б T
l
l
де i - відстань від торця до розрахункової точки профілю поглиблення;
l - довжина контуру поглиблення в деталі (див. Рис.1.27).
Розмір бокового зазору залежить від швидкості і напряму протікання
середовища (рідини) в разі її примусового прокачування. При чистових
операціях розмір бічного зазору може знаходитися в межах S =0,01 ... 0,1 мм.
б
Діапазон швидкостей прокачування рідини через проміжок становить 0,03
... 0,8 м/с для графітових електрод-інструментів і 0,03 ... 0,2 м/с для мідних. При
менших швидкостях продукти оброблення накопичуються в проміжку,
порушуючи процес електроерозійної обробки. Якщо швидкість перевищує
верхню межу, то зростає тиск рідини на електрод-інструмент, знижується