
Page 67 - 6732
P. 67
67
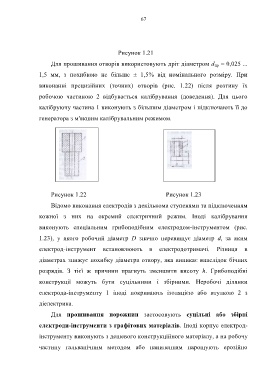
Рисунок 1.21
Для прошивання отворів використовують дріт діаметром d пр = 0,025 ...
1,5 мм, з похибкою не більше ± 1,5% від номінального розміру. При
виконанні прецизійних (точних) отворів (рис. 1.22) після розтину їх
робочою частиною 2 відбувається калібрування (доведення). Для цього
калібруючу частина 1 виконують з більшим діаметром і підключають її до
генератора з м'якшим калібрувальним режимом.
Рисунок 1.22 Рисунок 1.23
Відомо виконання електродів з декількома ступенями та підключенням
кожної з них на окремий електричний режим. Іноді калібрування
виконують спеціальним грибоподібним електродом-інструментом (рис.
1.23), у якого робочий діаметр D значно перевищує діаметр d, за яким
електрод-інструмент встановлюють в електродотримачі. Різниця в
діаметрах знижує похибку діаметра отвору, яка виникає внаслідок бічних
розрядів. З тієї ж причини прагнуть зменшити висоту h. Грибоподібні
конструкції можуть бути суцільними і збірними. Неробочі ділянки
електрода-інструменту 1 іноді покривають ізоляцією або втулкою 2 з
діелектрика.
Для прошивання порожнин застосовують суцільні або збірні
електроди-інструменти з графітових матеріалів. Іноді корпус електрод-
інструменту виконують з дешевого конструкційного матеріалу, а на робочу
частину гальванічним методом або напиленням нарощують ерозійно