
Page 66 - 6732
P. 66
66
До недоліків слід віднести підвищену вартість у порівнянні з
матеріалами з більш великими зернами і нижчу продуктивність процесу.
Для чорнових операцій частіше застосовують дешеві та стійкі графітові
матеріали з укрупненим зерном.
Для виготовлення мілких отворів використовують інструменти з
вольфраму, молібдену, латуні. Вольфрам і молібден мають високу
ерозійну стійкість в широкому діапазоні режимів. Але це дорогі, дефіцитні,
що важко піддаються обробці матеріали.
Для електроконтактної обробки застосовують інструменти з міді,
латуні, чавуну, дешевих марок сталі. Можливе застосування і звичайних
ерозійно стійких матеріалів. Сірий чавун має задовільну ерозійну
стійкість при обробці на всіх режимах. Він добре обробляється, недорогий,
з нього виконують електрод-інструменти для чистових операцій.
Непрофільовані електроди-інструменти зазвичай виготовляють з
вольфрамового або латунного дроту. Вольфрамовий дріт має велику
питому міцність, але низьку питому провідність і застосовується для
електродів діаметром d д ≤ 0,08 мм.
1.10.2 КОНСТРУКЦІЯ
У залежності від призначення і матеріалу електроди-інструменти
можуть бути суцільними або збірними.
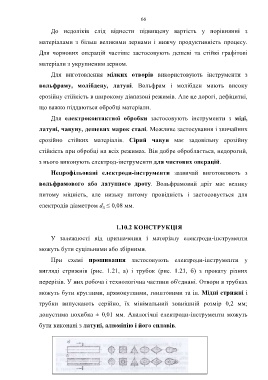
При схемі прошивання застосовують електроди-інструменти у
вигляді стрижнів (рис. 1.21, а) і трубок (рис. 1.21, б) з прокату різних
перерізів. У них робоча і технологічна частини об'єднані. Отвори в трубках
можуть бути круглими, прямокутними, гвинтовими та ін. Мідні стрижні і
трубки випускають серійно, їх мінімальний зовнішній розмір 0,2 мм;
допустима похибка ± 0,01 мм. Аналогічні електроди-інструменти можуть
бути виконані з латуні, алюмінію і його сплавів.