
Page 46 - 6155
P. 46
в вузлах, через що збільшується ймовірність появи дефектів:
усадкових утяжок, мікро- і макротріщин і т. д. На рис. 1.8 показані
можливі варіанти сполучення стінок однакових товщин. До аналізу
цих варіантів застосований графічний метод визначення збільшення
маси в вузлах. Необхідно усувати подібні вузли, для чого
виконують, наприклад, заокруглення кутів стінки і дна з одного
центру для внутрішньої та зовнішньої поверхонь; у місцях перетину
ребер передбачають кільцеву перемичку і т. д. На тонкостінних
виробах невелика різнотовщинність, співмірна з точністю
виготовлення форми, часто негативно не виявляється, і зазначене
вище стосується виробів які є товстостінними, і на яких дефекти
стають помітними. Занадто тонкі стінки викликають значні
труднощі при виготовленні виробів. Досвід показує, що можливо
отримати в серійному виробництві виробів з прес-порошків з
діаметральними розмірами до 50 мм і висотою до 10 мм товщини
стінок до 0,5 мм; такі ж і менші (до 0,3 мм) - при прес-литті
малогабаритних виробів з волокнистих прес-матеріалів типу АГ-4 і
лиття під тиском виробів з поліамідів.
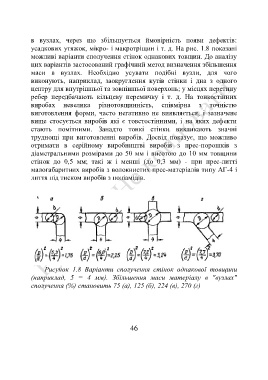
Рисунок 1.8 Варіанти сполучення стінок однакової товщини
(наприклад, 5 = 4 мм). Збільшення маси матеріалу в "вузлах"
сполучення (%) становить 75 (а), 125 (б), 224 (в), 270 (г)
46