
Page 47 - 6155
P. 47
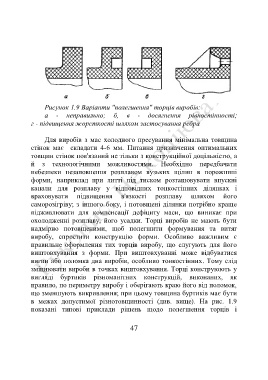
Рисунок 1.9 Варіанти "полегшення" торців виробів:
а - неправильно; б, в - досягнення рівностінності;
г - підвищення жорсткості шляхом застосування ребра
Для виробів з мас холодного пресування мінімальна товщина
стінок має складати 4-6 мм. Питання призначення оптимальних
товщин стінок пов'язаний не тільки з конструкційної доцільністю, а
й з технологічними можливостями. Необхідно передбачати
небезпеки незаповнення розплавом вузьких щілин в порожнині
форми, наприклад при литті під тиском розташовувати впускні
канали для розплаву у відповідних тонкостінних ділянках і
враховувати підвищення в'язкості розплаву шляхом його
саморозігріву; з іншого боку, і потовщені ділянки потрібно краще
підживлювати для компенсації дефіциту маси, що виникає при
охолодженні розплаву, його усадки. Торці виробів не мають бути
надмірно потовщеними, щоб полегшити формування та витяг
виробу, спростити конструкцію форми. Особливо важливим є
правильне оформлення тих торців виробу, що слугують для його
виштовхування з форми. При виштовхуванні може відбуватися
вигин або поломка дна виробів, особливо тонкостінних. Тому слід
зміцнювати вироби в точках виштовхування. Торці конструюють у
вигляді буртиків різноманітних конструкцій, виконаних, як
правило, по периметру виробу і оберігають краю його від поломок,
що зменшують викривлення; при цьому товщина буртиків має бути
в межах допустимої різнотовщинності (див. вище). На рис. 1.9
показані типові приклади рішень щодо полегшення торців і
47