
Page 22 - 4945
P. 22
2 2
q, кВт/см q, кВт/см
20 3 20
15 15
10 2 10 4
3
1
5 1 5 2
1
0
0 0 4 8 r, мм 0 4 8 12 r, мм
а
б
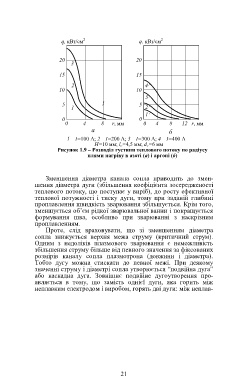
1 – І=100 А; 2 – І=200 А; 3 – І=300 А; 4 – І=400 А
Н=10 мм; l c=4,5 мм; d c=6 мм
Рисунок 1.9 – Розподіл густини теплового потоку по радіусу
плями нагріву в азоті (а) і аргоні (б)
Зменшення діаметра канала сопла приводить до змен-
шення діаметра дуги (збільшення коефіцієнта зосередженості
теплового потоку, що поступає у виріб), до росту ефективної
теплової потужності і тиску дуги, тому при заданій глибині
проплавлення швидкість зварювання збільшується. Крім того,
зменшується об’єм рідкої зварювальної ванни і покращується
формування шва, особливо при зварюванні з наскрізним
проплавленням.
Проте, слід враховувати, що зі зменшенням діаметра
сопла знижується верхня межа струму (критичний струм).
Одним з недоліків плазмового зварювання є неможливість
збільшення струму більше від певного значення за фіксованих
розмірів каналу сопла плазмотрона (довжини і діаметра).
Тобто дугу можна стискати до певної межі. При деякому
значенні струму і діаметрі сопла утворюється “подвійна дуга”
або каскадна дуга. Зовнішнє подвійне дугоутворення про-
являється в тому, що замість однієї дуги, яка горить між
неплавким електродом і виробом, горять дві дуги: між неплав-
21