
Page 23 - 4945
P. 23
ким електродом і соплом, між соплом та виробом. У цьому
випадку на верхній крайці робочого сопла утворюється
анодна пляма першої дуги (анодна область дуги), на нижній –
катодна пляма другої дуги, яка може віддалятися від отвору
сопла на значну віддаль разом із стовпом дуги. У цих актив-
них плямах теплові потоки перевищують допустимі значення і
сопло руйнується.
Однією з причин утворення подвійної дуги є збільшення
струму і відповідно стовпа стисненої дуги. За певної величини
струму діаметр стовпа стає спів мірним з діаметром каналу
сопла. Товщина прошарку “холодного газу” між стін-кою
каналу сопла і стовпом дуги зменшується, завдяки чому
підвищується електропровідність цього прошарку і створю-
ються умови для електричного пробою. Імовірність подвій-
ного дугоутворення знижується, якщо збільшується віддаль
від сопла до виробу, відключається чергова дуга, зменшується
довжина каналу, збільшуються витрати газу і покращується
його охолодження
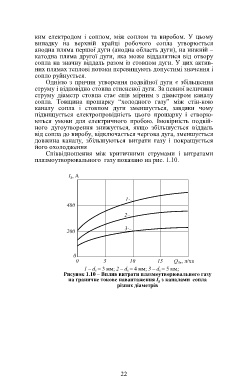
Співвідношення між критичними струмами і витратами
плазмоутворювального газу показано на рис. 1.10.
І д, А
1
400
2
200 3
0
0 5 10 15 Q Ar, л/хв
1 – d c = 3 мм; 2 – d c = 4 мм; 3 – d c = 5 мм;
Рисунок 1.10 – Вплив витрати плазмоутворювального газу
на граничне токове навантаження І д з каналами сопла
різних діаметрів
22