
Page 24 - 4945
P. 24
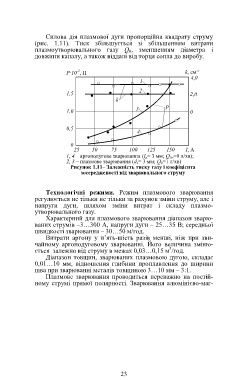
Силова дія плазмової дуги пропорційна квадрату струму
(рис. 1.11). Тиск збільшується зі збільшенням витрати
плазмоутворювального газу Q 0, зменшенням діаметра і
довжини каналу, а також віддалі від торця сопла до виробу.
-2 k, см
-2
Р·10 , Н 4,0
○ ○ 1 ○ ● ○
○ 2 ○
1,5 ● ● ● ● ● 2,0
k
1,0 3 ● P
0
● ○
0,5 ● ○
● ○ 4 ○
● ○ ○
0 25 50 75 100 125 150 І, А
1, 4 – аргонодугове зварювання (l д= 3 мм; Q Ar=9 л/хв);
2, 3 – плазмове зварювання (d c= 3 мм; Q 0=1 л/хв)
Рисунок 1.11– Залежність тиску газу і коефіцієнта
зосередженості від зварювального струму
Технологічні режими. Режим плазмового зварювання
регулюється не тільки не тільки за рахунок зміни струму, але і
напруги дуги, шляхом зміни витрат і складу плазмо-
утворювального газу.
Характерний для плазмового зварювання діапазон зварю-
ваних струмів –3…300 А, напруги дуги – 25…35 В; середньої
швидкості зварювання – 30…50 м/год.
Витрати аргону у п’ять-шість разів менші, ніж при зви-
чайному аргонодуговому зварюванні. Його величина зміню-
3
ється залежно від струму в межах 0,03…0,15 м /год.
Діапазон товщин, зварюваних плазмовою дугою, складає
0,01…10 мм, відношення глибини проплавлення до ширини
шва при зварюванні металів товщиною 3…10 мм – 3:1.
Плазмове зварювання проводиться переважно на постій-
ному струмі прямої полярності. Зварювання алюмінієво-маг-
23