
Page 298 - 4694
P. 298
а – горизонтальні шви, б – вертикальні і похилі шви,
в – стелеві шви
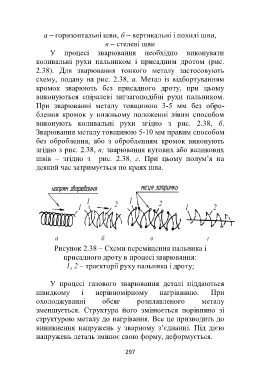
У процесі зварювання необхідно виконувати
коливальні рухи пальником і присадним дротом (рис.
2.38). Для зварювання тонкого металу застосовують
схему, подану на рис. 2.38, а. Метал із відбортуванням
кромок зварюють без присадного дроту, при цьому
виконуються спіралеві зигзагоподібні рухи пальником.
При зварюванні металу товщиною 3-5 мм без обро-
блення кромок у нижньому положенні лівим способом
виконують коливальні рухи згідно з рис. 2.38, б.
Зварювання металу товщиною 5-10 мм правим способом
без оброблення, або з обробленням кромок виконують
згідно з рис. 2.38, в; зварювання кутових або валикових
швів – згідно з рис. 2.38, г. При цьому полум’я на
деякий час затримується по краях шва.
Рисунок 2.38 – Схеми переміщення пальника і
присадного дроту в процесі зварювання:
1, 2 – траєкторії руху пальника і дроту;
У процесі газового зварювання деталі піддаються
швидкому і нерівномірному нагріванню. При
охолоджуванні обсяг розплавленого металу
зменшується. Структура його змінюється порівняно зі
структурою металу до нагрівання. Все це призводить до
виникнення напружень у зварному з’єднанні. Під дією
напружень деталь змінює свою форму, деформується.
297