
Page 294 - 4694
P. 294
20-30 мм, а крок – 300-500 мм. Перед зварюванням
проводиться очищення поверхні металу шириною не
менше 20-30 мм у бік від
з’єднання.
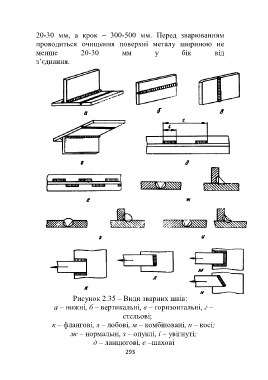
Рисунок 2.35 – Види зварних швів:
а – нижні, б – вертикальні, в – горизонтальні, г –
стельові;
к – флангові, л – лобові, м – комбіновані, н – косі;
ж – нормальні, з – опуклі, і – увігнуті;
д – ланцюгові, е –шахові
293