
Page 293 - 4694
P. 293
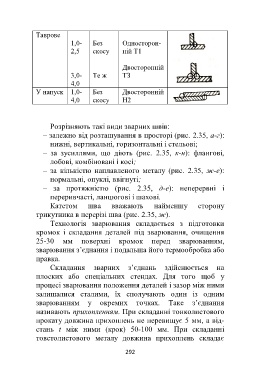
Таврове
1,0- Без Односторон-
2,5 скосу ній Т1
Двосторонній
3,0- Те ж ТЗ
4,0
У напуск 1,0- Без Двосторонній
4,0 скосу Н2
Розрізняють такі види зварних швів:
– залежно від розташування в просторі (рис. 2.35, а-г):
нижні, вертикальні, горизонтальні і стельові;
– за зусиллями, що діють (рис. 2.35, к-н): флангові,
лобові, комбіновані і косі;
– за кількістю наплавленого металу (рис. 2.35, ж-е):
нормальні, опуклі, ввігнуті;
– за протяжністю (рис. 2.35, д-е): неперервні і
переривчасті, ланцюгові і шахові.
Катетом шва вважають найменшу сторону
трикутника в перерізі шва (рис. 2.35, ж).
Технологія зварювання складається з підготовки
кромок і складання деталей під зварювання, очищення
25-30 мм поверхні кромок перед зварюванням,
зварювання з’єднання і подальша його термообробка або
правка.
Складання зварних з’єднань здійснюється на
плоских або спеціальних стендах. Для того щоб у
процесі зварювання положення деталей і зазор між ними
залишалися сталими, їх сполучають один із одним
зварюванням у окремих точках. Таке з’єднання
називають прихопленням. При складанні тонколистового
прокату довжина прихоплень не перевищує 5 мм, а від-
стань t між ними (крок) 50-100 мм. При складанні
товстолистового металу довжина прихоплень складає
292