
Page 228 - 4694
P. 228
Заїдання поверхонь витків замкової різьби при
згинчуванні і розгвинчуванні деталей замків значною
мірою залежить від матеріалу різьби, якості механічного
та термічного оброблення.
До якості виготовлення деталей замків ставляться
високі вимоги. Відхилення від перпендикулярності
упорних торців ніпеля і муфти до їх осей не повинне
перевищувати 0,1 мм. Відхилення від площини упорного
уступу ніпеля і упорного торця муфти не повинне
перевищувати 0,07 мм. Допустиме відхилення від
співвісності замкової і трубної різьб ніпеля та муфти не
повинне перевищувати 0,6 мм.
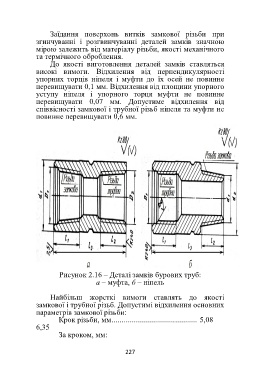
Рисунок 2.16 – Деталі замків бурових труб:
а – муфта, б – ніпель
Найбільш жорсткі вимоги ставлять до якості
замкової і трубної різьб. Допустимі відхилення основних
параметрів замкової різьби:
Крок різьби, мм........................................... 5,08
6,35
За кроком, мм:
227