
Page 173 - 4694
P. 173
оброблення в одній операції. Якщо ж точність головних
параметрів деталі достатньо висока (8 і 7-й квалітет), то
при обробленні заготовок із низькою жорсткістю і
значними припусками на оброблення, необхідно
вдаватися до диференціації чорнового, чистового і
викінчувального оброблень, виділяючи їх у окремі
операції. Наприклад, маршрут технологічного процесу
механічного оброблення заготовки корпуса клапана Ду
80, креслення корпуса якого подано на рис 2.3, за умов
його серійного виробництва подано в табл. 2.4.
У даний час у великосерійному і масовому
виробництві перевагу віддають принципу концентрації
операцій, що забезпечує велику ефективність:
максимальну продуктивність і мінімальний виробничий
цикл. При цьому для оброблення заготовок корпусних
деталей, особливо масивних і великогабарит-
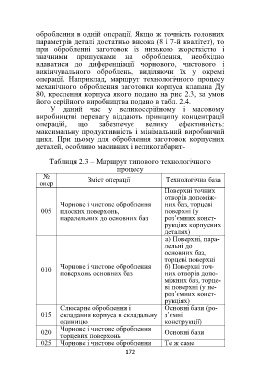
Таблиця 2.3 – Маршрут типового технологічного
процесу
№ Зміст операції Технологічна база
опер
Поверхні точних
отворів допоміж-
Чорнове і чистове оброблення них баз, торцеві
005 плоских поверхонь, поверхні (у
паралельних до основних баз роз’ємних конст-
рукціях корпусних
деталях)
а) Поверхні, пара-
лельні до
основних баз,
торцеві поверхні
Чорнове і чистове оброблення б) Поверхні точ-
010
поверхонь основних баз них отворів допо-
міжних баз, торце-
ві поверхні (у не-
роз’ємних конст-
рукціях)
Слюсарне оброблення і Основні бази (ро-
015 складання корпуса в складальну з’ємні
одиницю конструкції)
Чорнове і чистове оброблення
020 Основні бази
торцевих поверхонь
025 Чорнове і чистове оброблення Те ж саме
172