
Page 171 - 4694
P. 171
прилягають до нього, які визначають положення кришки
3 (рис 2.3); плоска зовнішня поверхня Д другого магі-
стрального фланця у поєднанні з поверхнями двох
кріпильних отворів Ø18 мм у ньому.
Корпусні деталі газонафтового і нафтохімічного
устаткування, відповідно до їх призначення, повинні
володіти такими властивостями: міцністю, жорсткістю,
вібростійкою, герметичністю, зносостійкістю,
довговічністю, точністю, якістю поверхневого шару.
Точність геометричних параметрів і параметри
якості поверхні та поверхневого шару визначають
аналітично, або за рекомендаціями держстандартів і
нормативів, розроблених на основі емпіричних і
експериментальних даних.
Норми точності геометричних параметрів і
параметрів якості оброблених поверхонь основних і,
головним чином, допоміжних баз корпусних деталей, що
регламентуються в технічних умовах, обумовлені
необхідною точністю з’єднання монтованих у них
деталей і складальних одиниць. Основні параметри
оброблюваних поверхонь корпусних деталей виробів
нафтогазового і нафтохімічного машинобудування
мають норми точності подані в таблиці 2.2.
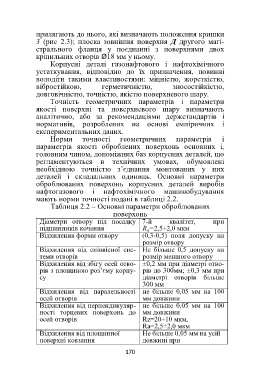
Таблиця 2.2 – Основні параметри оброблюваних
поверхонь
Діаметри отвору під посадку 7-й квалітет, при
підшипників кочення R a=2,5÷2,0 мкм
Відхилення форми отвору (0,3-0,5) поля допуску на
розмір отвору
Відхилення від співвісної сис- Не більше 0,5 допуску на
теми отворів розмір меншого отвору
Відхилення від збігу осей отво- ±0,2 мм при діаметрі отво-
рів з площиною роз’єму корпу- рів до 300мм; ±0,3 мм при
су діаметрі отворів більше
300 мм
Відхилення від паралельності не більше 0,05 мм на 100
осей отворів мм довжини
Відхилення від перпендикуляр- не більше 0,05 мм на 100
ності торцевих поверхонь до мм довжини
осей отворів Rz=20÷10 мкм,
Ra=2,5÷2,0 мкм
Відхилення від площинної Не більше 0,05 мм на усій
поверхні ковзання довжині при
170