
Page 32 - 4582
P. 32
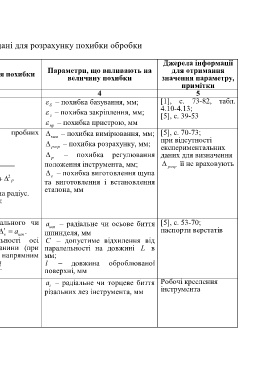
Таблиця 3.12 – Розрахункові формули і початкові дані для розрахунку похибки обробки
Джерела інформації
Вид похибки і
Назва Параметри, що впливають на для отримання
похибки характер її Формула для визначення похибки величину похибки значення параметру,
проявлення в часі
примітки
1 2 3 4 5
– похибка Похибка розміру, 2 2 2 – похибка базування, мм; [1], с. 73-82, табл.
установки, мм випадкова пр б 4.10-4.13;
б
з
– похибка закріплення, мм;
з [5], с. 39-53
– похибка пристрою, мм
пр
– похибка Похибка розміру, Налагодження методом пробних – похибка вимірювання, мм; [5], с. 70-73;
Н вим
налагодження, випадкова деталей: – похибка розрахунку, мм; при відсутності
мм Н вим розр розр експериментальних
р
р
для плоских поверхонь – похибка регулювання даних для визначення
положення інструмента, мм; розр її не враховують
2 2
розр 2 – похибка виготовлення щупа
е
вим р
Н 2 та виготовлення і встановлення
2 2
Для поверхонь обертання на радіус. еталона, мм
Налагодження за еталоном:
29
2
Н 2 е
р
– похибка Похибка форми чи Похибка форми від радіального чи a – радіальне чи осьове биття [5], с. 53-70;
в шп
від розміщення осьового биття шпинделя в а . шпинделя, мм паспорти верстатів
шп
геометричних поверхонь постійна Похибка від непаралельності осі С – допустиме відхилення від
неточностей шпинделя напрямним станини (при паралельності на довжині L в
верстата, мм точінні) чи поверхні стола напрямним мм;
Cl l – довжина оброблюваної
(при фрезеруванні)
в поверхні, мм
L
* Похибка форми, a – радіальне чи торцеве биття Робочі креслення
– похибка і
ін постійна інструмента
від неточності різальних лез інструмента, мм
виготовлення а
багатолезового ін і
інструмента,
мм